Do You Actually Need an MRP System? An Honest Take for Growing Manufacturers
An MRP system turns demand into a bill of materials, a purchasing plan and a schedule — and it's built for a scale and complexity most small and mid manufacturers haven't reached. The symptoms are real: materials short, jobs late, stock guesses, double-entry. But the fix is often a right-sized system built around how your shop actually runs, not a heavyweight rollout you bend the business to.
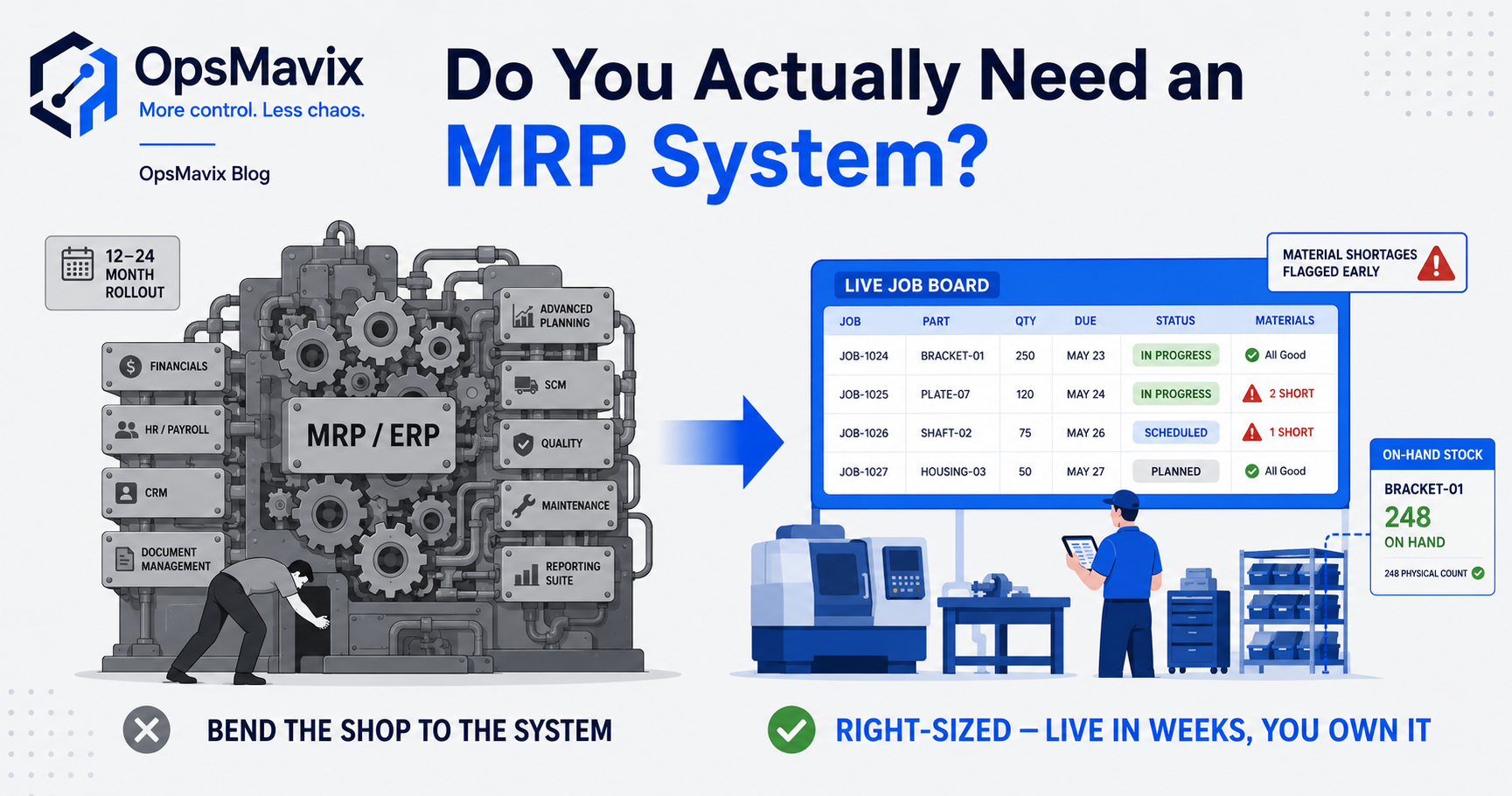
Probably not the full one — and that’s the honest answer most MRP system vendors won’t give you. An MRP system (material requirements planning) takes your demand, explodes it against a bill of materials, and tells you what to buy, make and when. That’s genuinely useful maths. But a true MRP system — and its bigger cousins, MRP II and ERP-with-MRP — was built for a scale and complexity most small and mid manufacturers haven’t reached: stable BOMs, clean data discipline, a planner whose job is to feed it. The symptoms you’re feeling are real and worth fixing — materials short when you need them, jobs slipping late, stock that’s a guess, the same numbers typed into three places. The question is whether the fix is a heavyweight MRP rollout you bend your shop to, or a right-sized system built around how the shop already runs.
This post covers what an MRP system actually does, the real signs you’ve outgrown spreadsheets, where MRP is genuinely the right call versus overkill, and what a built-for-you alternative does instead. The wider “system or full ERP” question lives in operational systems versus an ERP; this is the MRP layer of it.
Key Takeaways
- An MRP system does one core job: turn demand into a bill of materials, then into a materials/purchasing plan and a production schedule.
- MRP II and ERP-with-MRP add scheduling, capacity, costing and finance — more power, far more setup and data discipline.
- The symptoms (short materials, late jobs, stock guesses, double-entry) are real. They don’t automatically mean you need a full MRP system.
- MRP genuinely fits when you have stable, repeatable BOMs, real data discipline, and someone whose job is to run it. It’s overkill when you’re high-mix, lean-staffed, or your “BOM” lives in someone’s head.
- A right-sized built-for-you system fixes the same symptoms shaped to your actual flow — owned by you, live in weeks, no per-seat fees, connected to the tools you already run.
1What an MRP System Actually Does
Strip away the jargon and an MRP system answers one question: given what I need to make, what do I need to buy and build, and by when? It starts with demand — sales orders, forecasts, a production plan. It explodes each finished item against its bill of materials (the recipe: what parts and quantities go into it). It nets that against what you already have in stock and on order. What’s left is a plan: purchase orders to raise, jobs to schedule, dates to hit.
That’s the whole idea, and it’s a good one. The trouble isn’t the logic — it’s the inputs. MRP only works if the BOMs are accurate, the stock figures are right, the lead times are real and the demand is reasonably stable. Feed it guesses and it produces confident, precise, wrong plans. The maths is the easy part. The data discipline behind it is the job.
2MRP, MRP II and ERP — Where It Goes Heavyweight
MRP (material requirements planning) is the materials layer: BOM, stock, purchasing, basic scheduling. MRP II (manufacturing resource planning) wraps capacity, machine and labour scheduling, and shop-floor control around it — now you’re planning not just materials but the whole plant. ERP-with-MRP bolts that to finance, sales, HR and the rest of the business in one database.
Each step up adds real capability — and a steep jump in setup, data demands and the discipline to keep it fed. That’s where small manufacturers get hurt. They’re sold the top of that ladder to solve a materials problem at the bottom. One operator put the mismatch plainly: a big ERP was “not even written for our Industry… not even listed in the choices for Industry” — six figures for software that didn’t fit the shop. The more layers you adopt, the more your business has to bend to the system instead of the other way round.
3The Real Signs You’ve Outgrown Spreadsheets
Be honest about the symptoms, because they’re what actually drives the search. You raise a job and find a key material short, mid-build, with the customer waiting. Jobs slip and you only notice when someone chases. Your stock figure is a number you half-trust and order around. The same order details get typed into the sheet, the accounts and an email to the supplier. These are real, and they cost real money in scrap, rush freight, idle time and lost orders.
The shop running on a spreadsheet knows the failure mode. A production manager told us “the entire shop is run from my head — and the first I hear a job’s slipped is when the customer phones.” That’s the signal you’ve outgrown sheets: the business depends on one person’s memory and one fragile file. But notice what those symptoms point to — visibility, accurate materials, no double-entry. They point to a system. They don’t automatically point to a full MRP rollout. More on the tipping point in signs you need operational systems.
4Where an MRP System Is Genuinely the Right Call
Be fair to MRP, because for the right manufacturer it’s excellent. If you make the same things repeatedly, with stable bills of materials, predictable demand and long supply chains where planning ahead genuinely pays, MRP earns its keep — it nets requirements across hundreds of components better than any human with a spreadsheet. If you’ve got the data discipline to keep BOMs and stock accurate, and a planner whose actual job is to run the plan, the maths becomes a real advantage. That’s the case MRP was built for, and plenty of capable manufacturers run it well.
The decision isn’t “MRP bad.” It’s whether your shop matches that profile. High repeatability, clean data, dedicated planning, stable demand — if that’s you, look hard at MRP and don’t let anyone talk you out of it. The category exists because, fed properly, it works.
5Where It’s Overkill — and Bites Back
Now the other half, because it’s the one that drains bank accounts. If you’re high-mix and low-volume, your BOMs change job to job, or your “bill of materials” lives in an engineer’s head and a drawing, MRP’s core assumption breaks before you start. It needs clean, stable data you don’t have — so you either spend a year building it or you feed it guesses and get precise nonsense out. Lean-staffed shops have no spare planner to own it, so the system rots while the floor goes back to the whiteboard.
Manufacturers have lived this. A niche MRP tool was “as flexible as a wooden door,” one that “forced [them] to change almost every procedure because [it] only has ‘One’ way of doing things.” Another warned to “be prepared to still have manual input… despite paying high dollars.” That’s the overkill trap: you pay for the heavyweight system and still do the manual work, because the shop never fit the mould. The before-and-after isn’t “spreadsheet to clean MRP.” It’s often “spreadsheet to expensive software plus the spreadsheet you kept anyway.” See the wider pattern in factory management software versus a right-sized build.
6What a Built-For-You System Does Instead
Here’s the contrarian bit: you can fix every symptom that sent you searching for an MRP system without adopting MRP at all. A right-sized built-for-you system takes the parts you’ll actually use — live visibility of every job and its stage, materials flagged short early while you can still act, a stock figure that matches the shelf, true estimate-versus-actual job costing — and shapes them to how your shop genuinely runs. No BOM discipline you can’t sustain, no planner you don’t employ, no procedure you’re forced to change.
The difference is direction. MRP makes the shop fit the software. A built-for-you system fits the software to the shop — your high-mix reality, your whiteboard logic, your suppliers. It connects to the accounting and order tools you already run (Xero, QuickBooks) instead of demanding a rip-and-replace, so site reality reaches the books without anyone retyping. It’s live in weeks, not the 12–24 months a full MRP or ERP rollout swallows. And you own it outright — no per-seat fees, nothing a vendor can sunset or price-hike. For the shape of it, see our production tracking system and what a production tracker should do.
7How to Decide Without Getting Sold
Skip the demos for a minute and write down the actual pains in pounds. X jobs a month delayed by a material that ran short. Y hours a week typing the same order into three places. A stock figure so untrusted you over-order to be safe, tying up cash. If you can put a number on it, you’ve got a real problem worth fixing. If you can’t, you’re not ready to buy anything — and an MRP system bought on the feeling that “we should have proper software” is how shops end up with expensive shelfware.
Then match the fix to the shop you actually run, not the one the brochure assumes. Stable, repeatable, well-staffed for planning? MRP may be right. High-mix, lean, data in heads? A right-sized build will fix the same pains without the rollout. The mistake is letting the size of the symptom justify the size of the system. Cost the leak first; choose the tool second. The general version of this call is in scheduling software for manufacturers.
MRP System vs a Built-For-You System
| Full MRP System (MRP / MRP II / ERP-MRP) | Right-Sized Built-For-You System | |
|---|---|---|
| Core job | Demand → BOM → materials, purchasing, scheduling | The specific pains you can name and cost |
| Needs stable BOMs | Yes — accuracy is the whole game | No — built around your real, high-mix flow |
| Data discipline | Heavy, ongoing, or it produces wrong plans | Shaped to data you actually keep |
| Needs a dedicated planner | Usually yes | No |
| Time to value | 12–24 months typical | Live in weeks |
| Cost model | Licences + per-seat + implementation | Fixed build (from ~£3k, sized to the problem) |
| Fit to your shop | Generic; you bend to it | Built around how you already run |
| Ownership | Licensed; vendor can hike or sunset | You own it outright, no per-seat fees |
| Right when | Repeatable BOMs, stable demand, staffed to run it | High-mix, lean, want the fix without the rollout |
Common Questions
What is an MRP system in simple terms?
It’s software that turns what you need to make into what you need to buy and build, and when. It takes demand (orders and forecasts), explodes each item against its bill of materials, nets that against current stock and what’s on order, and produces a plan: purchase orders, jobs and dates. The logic is simple and useful. The hard part is keeping the BOMs, stock and lead times accurate enough that the plan is worth trusting.
What’s the difference between MRP, MRP II and ERP?
MRP plans materials — BOM, stock, purchasing, basic scheduling. MRP II adds capacity, machine and labour scheduling and shop-floor control, so you plan the whole plant, not just parts. ERP-with-MRP connects all of that to finance, sales and the rest of the business in one system. Each step adds capability and a steep jump in setup and data demands. Most small manufacturers get sold the top of that ladder to solve a problem at the bottom.
Do small manufacturers actually need an MRP system?
Often not the full one. MRP genuinely fits repeatable, stable-BOM shops with the data discipline and planning staff to run it. If you’re high-mix, lean-staffed, or your bills of materials change job to job, a heavyweight MRP system tends to become expensive software you half-use while the real work stays manual. The symptoms — short materials, late jobs, stock guesses — are real, but a right-sized system shaped to your shop usually fixes them without the rollout.
Is a custom system cheaper than an MRP system?
On total cost, frequently yes for the wrong-fit case. A full MRP or ERP carries licences, per-seat fees and a long implementation, and if your shop doesn’t match the model you also keep paying in manual work and disruption. A right-sized built-for-you system is a fixed build sized to the specific problem, live in weeks, owned outright with no per-seat fees. Compare what each actually costs to get to a working result, not the headline licence line.
How OpsMavix Can Help
OpsMavix builds right-sized production tracking systems for manufacturers who feel the symptoms an MRP system is sold to fix — materials running short, jobs slipping late, stock you half-trust, the same numbers typed three times — but who are too high-mix or too lean to bend the shop to a heavyweight rollout. We build the part you’ll actually use, shaped to how your floor already runs: every job’s stage on one live screen, materials flagged short early, a stock figure that matches the shelf, true estimate-versus-actual costing, and a link into the inventory and accounting tools you already have instead of a rip-and-replace. You own it outright, with no per-seat fees and nothing a vendor can switch off, and it’s live in weeks.
If you’re not sure whether you genuinely need an MRP system or a right-sized build that fixes the same pains, start by seeing where the shop actually leaks. Book an Operations Leak Audit and we’ll map where materials, delays and job costing break down today, what it’s costing you in pounds, and whether a full MRP system or a built-for-you system is the honest fit.