What a Manufacturing Execution System (MES) Actually Does — and When You Need One
A manufacturing execution system (MES) sits between your ERP and your machines, running and tracking work on the floor in real time. Here's what an MES genuinely does, the symptoms small and mid manufacturers feel (no live view, paper travellers, double entry, no traceability), and the honest question of when you need a full MES versus a right-sized system built around your floor.
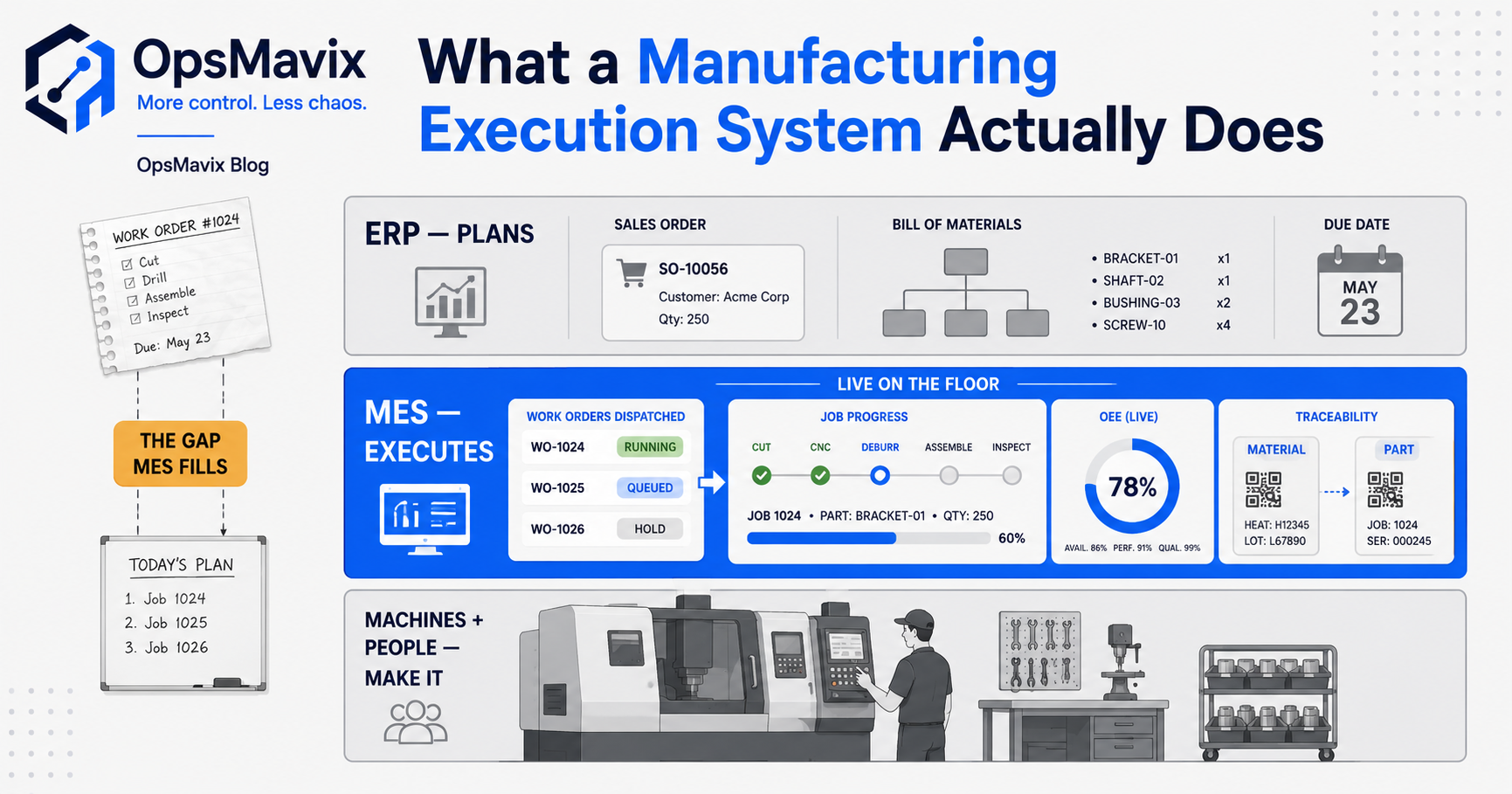
A manufacturing execution system (MES) is the software layer that runs and tracks production on the shop floor in real time — it sits between your ERP up top (which knows what to make and what it costs) and your machines and people down below (who actually make it). Where the ERP plans, the MES executes: it pushes work orders to the floor, records what’s been made and when, collects data straight off machines and operators, calculates things like OEE, and keeps a traceable thread from raw material to finished part. The honest part most vendors skip: plenty of small and mid manufacturers feel real MES symptoms — no live view of what’s running or late, paper travellers walking the floor, the same number typed twice, no way to trace a batch — but a full MES platform is heavy, long to roll out, and built for a bigger operation than they run. A right-sized system built around your actual floor can deliver the live visibility you’re missing without the weight.
This post explains what an MES does, the symptoms that say you need one, and when a full platform fits versus a built-for-you alternative. If you’re weighing a specific MES product, the open-source MES versus built-for-you comparison covers that angle; this is the wider “what is an MES and do we need one” version.
Key Takeaways
- A manufacturing execution system (MES) executes and tracks production in real time, sitting between the ERP that plans and the machines that make.
- Core MES jobs: work-order dispatch, live production tracking, shop-floor data collection, OEE, and material-to-part traceability.
- Most small and mid manufacturers feel MES symptoms — no live floor view, paper travellers, double entry, no batch traceability — long before they need a full MES platform.
- A full MES is powerful but heavy: long rollouts (often 12–24 months), per-seat or per-machine licensing, and a feature set built for larger plants.
- A right-sized built-for-you system can give you the live visibility and traceability you actually need, shaped to your floor, in weeks not years.
- The deciding question isn’t “MES yes or no” — it’s how much of an MES you genuinely run, and whether you need to own that or rent a platform.
1What an MES Actually Is (in plain terms)
Strip the jargon and a manufacturing execution system is the bridge between planning and doing. Your ERP or accounting tool knows the order exists, the bill of materials, the cost, the due date — the planning layer an MRP system handles. Your machines and operators make the thing. Between those two there’s usually a gap — paper, a whiteboard, someone’s head — and an MES is the software that fills it: it takes the plan, dispatches it to the floor as work orders, and records reality back up as the work happens. That’s the whole idea. Plan up top, execution in the middle, machines at the bottom.
The reason the category exists is that the middle layer is where manufacturers go blind. The order’s in the system and the part eventually ships, but what happened in between — which job ran when, on which machine, who touched it, where it stalled — lives nowhere you can see. One owner-operator described running without that middle layer bluntly: “the entire shop is run from my head.” An MES is the answer to that, in principle: get the shop out of one person’s head and onto a live screen everyone can trust.
2Real-Time Production Tracking: the live view of the floor
The headline job of an MES is showing you what’s running right now. Every work order’s current stage, which machine or cell it’s on, what’s done, what’s queued, what’s late — on one screen, updated as the floor moves, not at the end of the shift when someone updates a sheet. This is the capability manufacturers feel the absence of most sharply: without it, the only way to answer “where’s job 4471?” is to walk the floor or phone the foreman.
The cost of not having it isn’t abstract. It’s the job that quietly slips. The version that ends a relationship is the one an owner described as jobs that “fall off the plan and only get noticed when a customer calls.” Real-time tracking is what makes that impossible — a slipping job is visible while you can still act, not discovered when the customer rings. For the standalone treatment of this, see what a production tracker should do and shop-floor job tracking.
3Shop-Floor Data Collection: ending the double entry
An MES collects production data at the source — operators logging start and stop, scanning a job, recording quantities and scrap, sometimes pulling readings straight off the machine. The point is to capture reality once, where it happens, so it doesn’t have to be re-keyed later in the office. That’s the difference between a number that’s live and a number that’s a memory typed in at 5pm.
Where shops feel this gap is double entry: the floor writes it on a traveller, the office types it into the accounts, and the same fact lives in two places that disagree. Even manufacturers who’ve paid for software hit it — “be prepared to still have manual input… despite paying high dollars.” Good data collection is what kills that, but it only works if the floor will actually use it, and the floor is, in one operator’s words, “people who struggle using a computer, so simpler the better.” A data-collection layer that’s too fiddly gets routed around, and then you’re back to paper with extra steps.
4OEE and Performance Data: knowing where the time goes
OEE — overall equipment effectiveness — is the metric an MES is famous for: a single figure combining availability (was the machine running), performance (how fast versus its rate), and quality (how much was good first time). The value isn’t the score itself; it’s seeing where the hours actually disappear. A machine that looks busy can be losing a third of its capacity to changeovers, micro-stops, and rework you never measured because nothing was measuring.
Here’s the honest part most MES marketing won’t say: a lot of small and mid shops don’t need formal OEE monitoring on day one, and chasing it before you can even see what’s running is backwards. The first win for most floors isn’t a performance dashboard — it’s basic visibility of which job is where. OEE earns its place once you have the live view and want to push utilisation; bolting it on first is how you end up with a metric nobody trusts because the underlying capture is patchy. Right-size to the question you actually have.
5Traceability: from raw material to finished part
Traceability is the thread an MES keeps from the material that came in to the part that shipped — which batch of stock, which machine, which operator, which settings, on which date. For regulated work (aerospace, medical, food, automotive) it isn’t optional; for everyone else it’s the difference between a contained recall and a guess. When a customer reports a fault, traceability is what lets you say exactly which other units share the suspect batch, instead of quarantining everything and hoping.
Most small manufacturers have some version of this on paper — a traveller, a batch sheet, a folder — which works right up until you need to query it fast under pressure. Paper traceability is real until the day you have to pull every job that used a specific material lot in an afternoon, and then it isn’t. A system that records the thread as work happens turns that afternoon into a search. This is one of the clearest reasons a shop outgrows paper, and one of the cleanest things a right-sized build can deliver without a full platform.
6The Symptoms Say MES. A Full MES Might Still Be Too Much.
Here’s the contrarian bit, and it’s the one that saves money. Feeling MES symptoms is not the same as needing a full MES platform. The symptoms are real and common — no live view of what’s running or late, paper travellers walking the floor, the same number entered twice, no quick way to trace a batch. But a full MES is built for a larger, more standardised plant: long to implement (often quoted in the 12–24 month range for serious deployments), priced per seat or per machine, and carrying a feature set most small shops will never switch on.
Manufacturers who’ve been sold the heavy version describe the mismatch sharply — rigid tools “as flexible as a wooden door” that “forced [them] to change almost every procedure” because the software only had one way of working. The mistake isn’t wanting MES capability; it’s assuming the only route to it is a platform sized for someone three times bigger. If you’re in the gap — too messy for spreadsheets, not ready for a full ERP or MES — the right move is usually a system built around the floor you run now, delivering the specific capabilities you’re missing. The honest framing of that gap is in what an operations system actually is.
7What a Right-Sized System Delivers Instead
A built-for-you system isn’t a stripped MES — it’s the part of an MES you’ll genuinely use, shaped to how your floor actually runs. Every work order’s stage on one live screen. Floor data captured once, simple enough that the people on the floor will actually use it, feeding the office in real time. Material-to-part traceability recorded as work happens, so a recall is a query not a panic. Early flags when a job’s about to slip or a material’s short, while you can still act. And true job costing — estimate versus actual — so you stop finding out a job lost money after it shipped.
The difference from a generic MES is that nothing’s bent to fit and nothing’s left half-configured. It’s scoped to your shop, connected to the accounting and order tools you already run rather than demanding a rip-and-replace, and you own it outright — no per-seat fee, no per-machine licence, nothing a vendor can switch off or price-hike. Built in weeks, not years, from a fixed scope starting around £3k. For the shape of that on the production side, see our production tracking system; for the office-side live view, the operations dashboard. And if scheduling is the sharpest pain, manufacturing scheduling software and factory management software cover those adjacent angles.
A Full MES vs a Built-For-You System
| Full MES Platform | Right-Sized Built-For-You System | |
|---|---|---|
| Built for | Larger, standardised plants | The “too messy for sheets, not ready for ERP” gap |
| Scope | Broad — every MES feature, most unused | Only the capabilities you actually need |
| Rollout time | Often 12–24 months | Weeks |
| Cost model | Per seat / per machine, ongoing | Fixed build (from ~£3k), then maintained |
| Fit to your floor | Generic; you bend to it | Built around how your floor runs |
| Integration | Often a rip-and-replace | Works with tools you already run |
| Ownership | Licensed; vendor controls it | Owned outright — no lock-in, no per-seat fee |
| Right when | You’re a large/regulated plant needing the full set | You feel MES symptoms but not the platform’s weight |
Common Questions
What’s the difference between an MES and an ERP?
The ERP plans and accounts — orders, bills of material, costs, due dates, the business-level view. The MES executes — it runs and tracks the actual making on the floor in real time, then feeds reality back up to the ERP. ERP is “what should happen and what it costs”; MES is “what’s happening right now on the machines.” Many small manufacturers have neither layer properly and run the gap on spreadsheets and a whiteboard, which is exactly the gap a right-sized system fills. The fuller comparison is in what an operations system actually is.
Do small manufacturers actually need an MES?
Most small manufacturers need MES capabilities — a live view of the floor, data captured once, traceability — long before they need a full MES platform. The symptoms are nearly universal; the heavyweight platform usually isn’t the right answer for a 10–50-person shop. The honest version: identify the specific capability you’re missing (visibility, traceability, costing), then get that built around your floor rather than buying a platform sized for a much larger plant. You can have the part of an MES that matters without the 12-month rollout.
How long does an MES take to implement?
A full MES platform is a serious project — serious deployments are commonly quoted in the 12–24 month range once you count integration, configuration, machine connections, and getting the floor to adopt it. That timeline is one of the main reasons small and mid manufacturers stall on the symptoms. A right-sized built-for-you system targets the specific capabilities you need and ships in weeks, because it isn’t carrying a generic platform’s full feature set or bending your whole process to fit.
Can a custom system give me OEE and traceability without a full MES?
Yes — those are exactly the capabilities a right-sized build can deliver, scoped to what you’ll use. Traceability (the material-to-part thread) and the live floor view are usually the first things worth building, because they kill recalls-as-panic and jobs-that-silently-slip. OEE is worth adding once you have reliable capture and want to push utilisation; it’s not where most shops should start. The point of building it is that you get the capability shaped to your floor and owned outright, rather than the whole platform whether you use it or not.
How OpsMavix Can Help
OpsMavix builds right-sized production tracking systems for manufacturers who feel the symptoms of needing an MES but don’t need — and don’t want to pay for — a full platform built for a plant twice their size. We build the part you’ll actually use: every work order’s stage on one live screen, floor data captured once and simple enough the floor will use it, material-to-part traceability recorded as work happens, early flags before a job slips, and true estimate-versus-actual job costing. It’s shaped to your shop and connected to the accounting and order tools you already run, not a rip-and-replace. You own it outright — no per-seat fees, no per-machine licence, nothing a vendor can switch off — built in weeks from a fixed scope, with a delivery guarantee.
If you’re not sure whether you need a full MES or a right-sized system built around your floor, start by seeing where the floor actually goes dark. Book an Operations Leak Audit and we’ll map where production visibility, traceability, and job costing break down today, what it’s costing you, and which is the genuine fit for the shop you run now.